
Werkbank, CNC-gefräst
Ich habe lange nachgedacht, ob diese „stinknormale“ Werkbank überhaupt einen Bericht wert ist. Diese Art von Werkbänken gibt es ja ohnehin wie Sand am Meer?

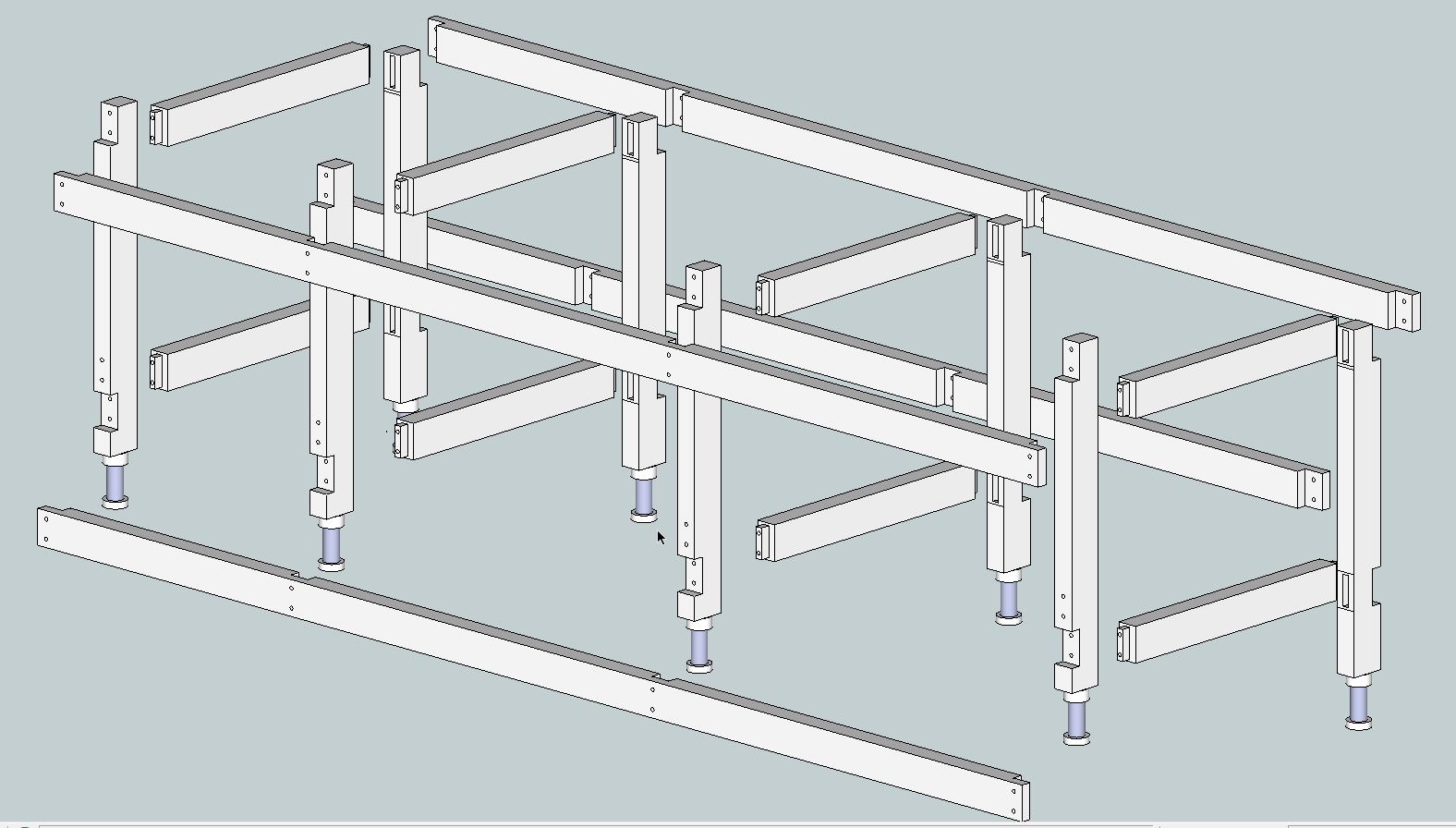
Damit möchte ich Euch aber einige Schritte zeigen, die mit CNC-gesteuerten Portalfräsen im Möbelbau möglich sind. Obwohl meine Fräse nur 1010mm Verfahrweg hat, habe ich Holzteile mit 2600mm Länge bearbeitet, indem ich sie einfach rausragen ließ. Doppelt so grosse Fräsen könnten immerhin schon ganze Türen in einem Stück bearbeiten und der Bau solcher Fräsen ist im Wesentlichen auch nicht schwieriger. Alle Taschen, Zapfen und sonstige Verbindungsteile sind, wie es sich für CNC-Bearbeitung gehört, mit CAD gezeichnet, mit CAM aufbereitet worden und mit CNC gefräst worden. Da die Werkbank eine Tiefe von fast 80cm hat, musste ich zwei Küchenarbeitsplatten verbinden. Die runden Taschen für die metallenen Arbeitsplattenverbinder entstanden ebenso auf der Fräse. Ingesamt kann man sagen, dass mit einer CNC-Fräse sogar mir, der ich kein Holzwurm bin, kleinere Tischerleiarbeiten gelingen. So einfach ist das anscheinend, und die erreichte Genauigkeit von 1/100mm wird sogar manchen Tischler interessieren.
Endlich, nach etwa einem Jahr, konnte ich aus meiner Werkstatt 3 alte Kästen (mit artfremdem Inhalt) absiedeln, an Stelle dieser steht nun die neue Werkbank. Es fehlen noch die Schubladen für Dreh- und Fräswerkzeuge, aber das wird meine Sommerarbeit. Dafür möchte ich die alten Kastentüren weiterverarbeiten.








Hallo Heini,
mal wieder saubere Arbeit…
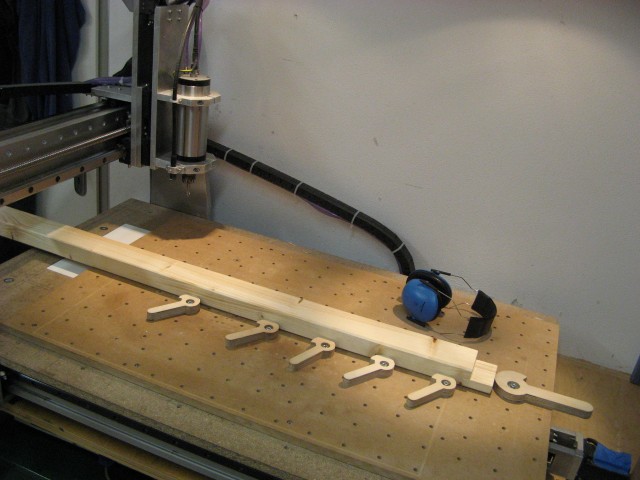
Was hast du für einen Fräser benutzt und mit welchen Fräsparametern hast du die Balken bearbeitet?
Gruß
Dirk
Hallo Dirk!
Soviel ich mich erinnern kann, hatte ich UNI 2-Schneider mit 6mm und 8mm verwendet, einfach deswegen, um schnell zu sein. Der Vorschub war deswegen auch viel zu schnell (bis 4Meter/Minute, ich hatte da während des Fräsens je nach Ungeduld an den +/- Reglern in Mach3 gedreht), da waren mir einige Fransen und Ausbrüche egal. Die Feile hat dann die Fransen schnell wegbekommen. Richtig schön wurde es (ohne Ausbrüche am Rand der Fichte), wenn ich zumindest die äusseren Bahnen mit 1200mm(mm oder weniger fuhr. Die Eintauchtiefe ging meistens auf 2-3mal, je nach Laune. In einer einzigen Zustellung fahre ich nicht gerne, denn da ist die korrekte Tiefe dann meistens ein Glücksspiel. Also fräse ich mal grob rein (viel Zustellung) und eher erst in der letzten Zustellung dann genauer, damit es passt. Fichte vom Baumarkt ist ohnehin immer sehr trocken und so ziemlich das gutmütigste Holz, das mir je untergekommen ist.
Aber auch die Taschen für die Arbeitsplattenverbinder waren völlig problemlos zu fräsen. Die ganze Küchenarbeitsplatte mit 2600x600x28mm hat lächerliche € 20,90 gekostet – sie ist trotzdem sehr stabil, aber man merkt schon, dass es wesentlich stabileres MDF gibt. Fürs Fräsen wars natürlich angenehmer, weil es leicht ging 🙂
Gruß,
Heini